
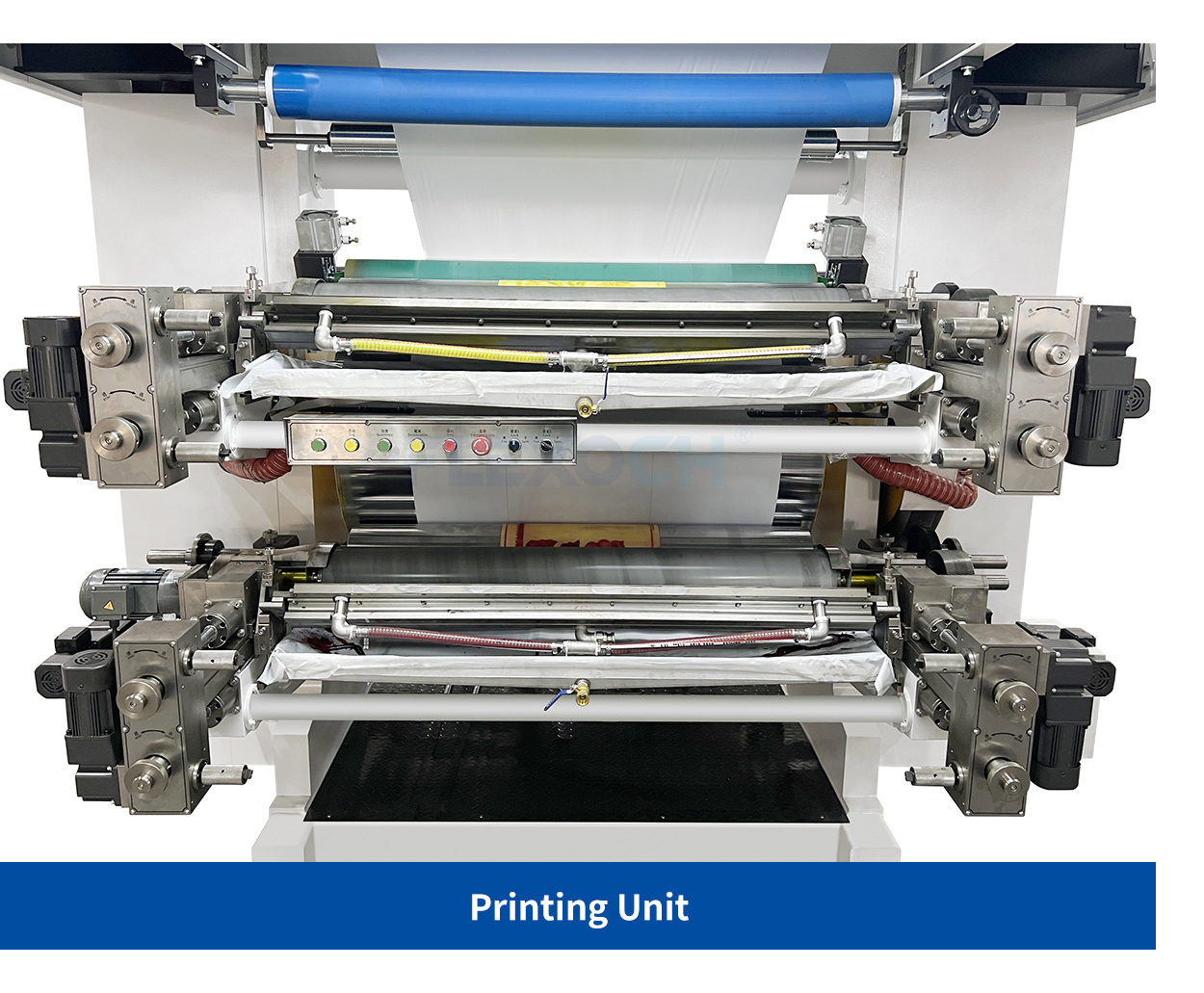
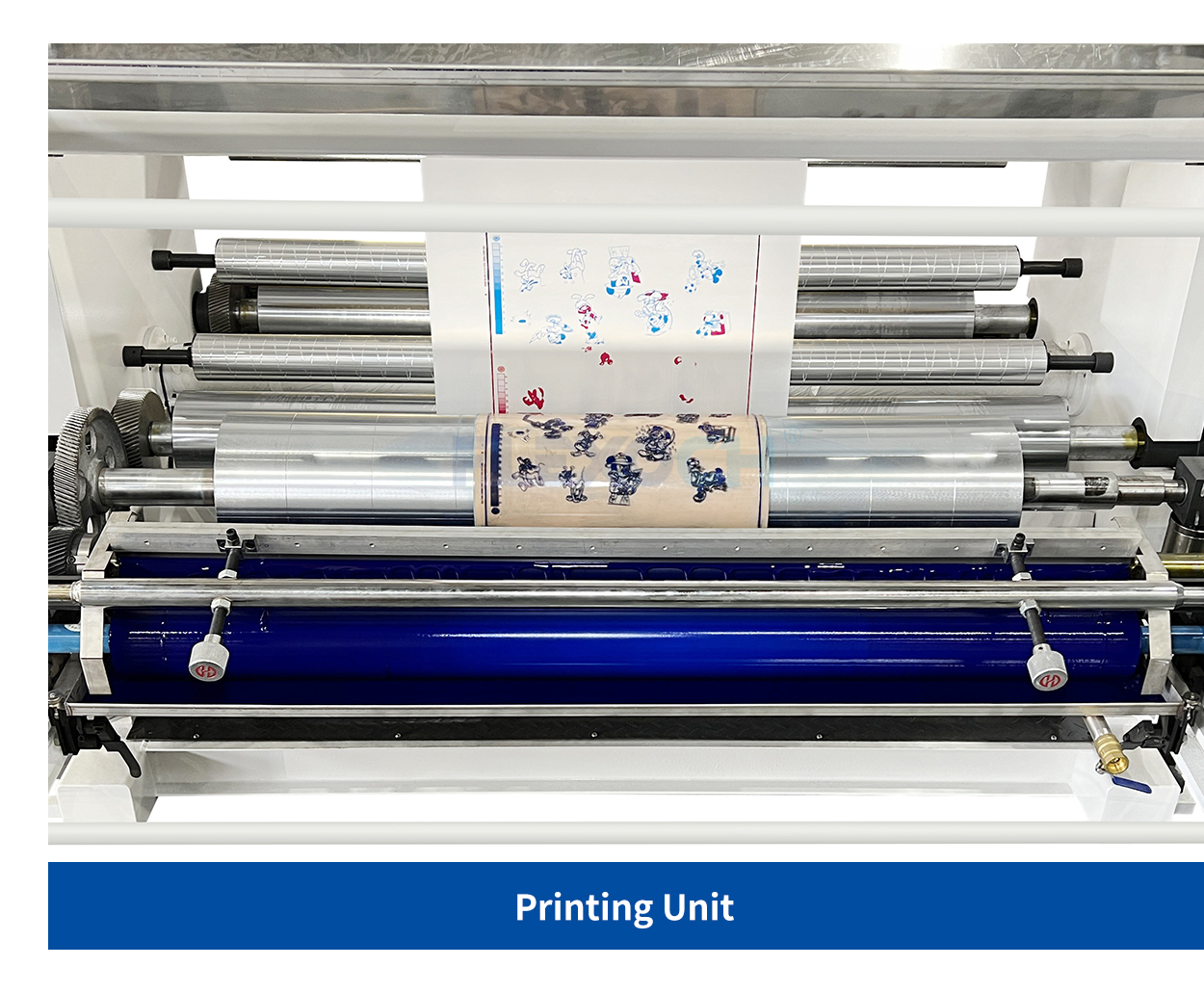
CI Flexo trükimasin
CI (Central Impression) fleksotrükimasin kasutab materjali paigalhoidmiseks ühte suurt trumlit, samal ajal kui kõik värvid selle ümber trükitakse. See disain hoiab pinge stabiilsena ja tagab suurepärase registreerimistäpsuse, eriti venivustundlike kilede puhul.
See töötab kiiresti, raiskab vähem materjali ja annab kvaliteetseid prinditulemusi – ideaalne esmaklassiliste pakendite ja täppisrakenduste jaoks.


Stack Type Flexo trükimasin
Stack-fleksopressil on iga värviüksus vertikaalselt paigutatud ja iga jaama saab eraldi reguleerida. See lihtsustab erinevate materjalide ja töömuudatuste käsitsemist. See sobib hästi paljude erinevate materjalidega ja on eriti kasulik kahepoolse printimise jaoks.
Kui vajate igapäevaste pakkimistööde jaoks paindlikku ja kulutõhusat masinat, on virnastusfleksopress praktiline ja usaldusväärne valik.


Olenemata sellest, kas tegemist on CI-fleksotrüki või virnatüüpi fleksotrüki masinaga, võib esineda värvide registreerimise ebatäpsust, mis võib mõjutada lõpptoote värvide jõudlust ja trükikvaliteeti. Järgmised viis sammu pakuvad süstemaatilist protseduuri selle probleemi tõrkeotsinguks ja lahendamiseks.
1. Kontrollige mehaanilist stabiilsust
Vale joondamine on sageli tingitud mehaanilisest kulumisest või lõtvusest. Fleksotrükimasinate puhul tasub regulaarselt kontrollida iga trükiüksust ühendavaid hammasrattaid, laagreid ja ajamirihmasid, veendumaks, et puudub lõtk või nihe, mis võiks joondamist mõjutada.
Kesktrükipressid saavutavad tavaliselt stabiilsema registreerimise, kuna kõik värvid prinditakse ühele trumlile. Sellegipoolest sõltub täpsus ikkagi plaadisilindri õigest kinnitusest ja ühtlase võrgupinge säilitamisest – kui kumbki neist nihkub, kannatab registreerimise stabiilsus.
Soovitus:Alati, kui plaate vahetatakse või masin on mõnda aega seisnud, keerake iga trükiüksust käsitsi, et katsuda ebatavalist takistust. Pärast reguleerimise lõpetamist käivitage press madalal kiirusel ja kontrollige registreerimismärke. See aitab enne täiskiirusele üleminekut kinnitada, kas joondus püsib ühtlane.
2. Optimeerige aluspinna ühilduvust
Sellised alusmaterjalid nagu kile, paber ja lausriie reageerivad pingele erinevalt ja need erinevused võivad trükkimise ajal põhjustada registreerimisnihkeid. CI-fleksotrükimasinad säilitavad üldiselt stabiilsema pinge ja sobivad seetõttu hästi kilerakenduste jaoks, mis nõuavad suurt täpsust. Seevastu virnfleksotrükimasinad vajavad joonduse järjepidevuse tagamiseks sageli pingeseadete täpsemat peenhäälestamist.
Soovitus:Kui märkate materjali märgatavat venimist või kahanemist, vähendage võrgu pinget. Väiksem pinge aitab piirata mõõtmete muutusi ja vähendada registreerimise erinevusi.
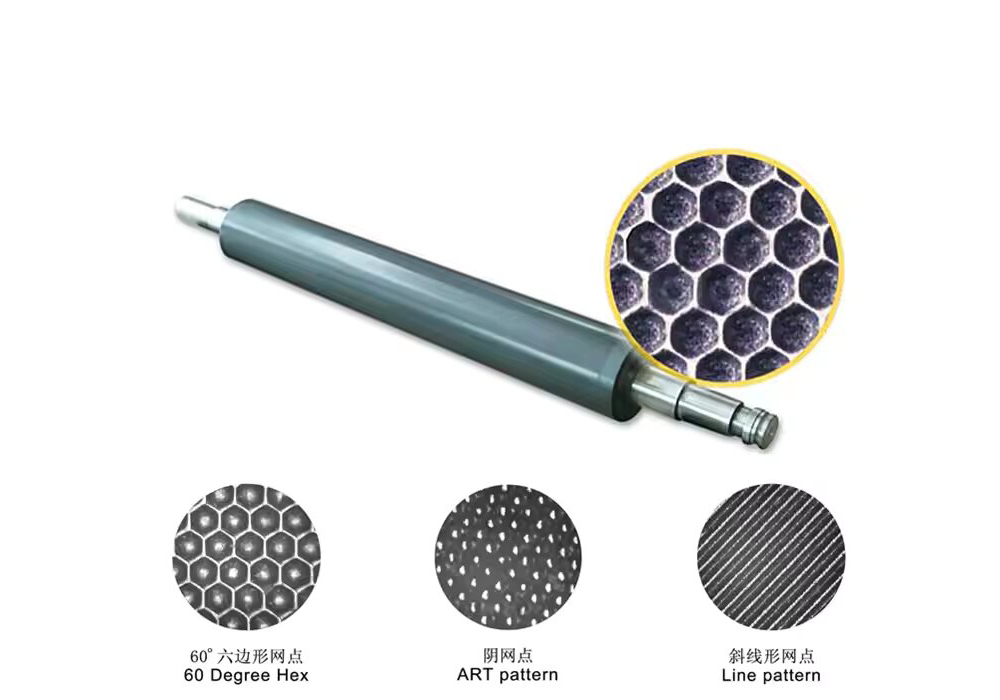
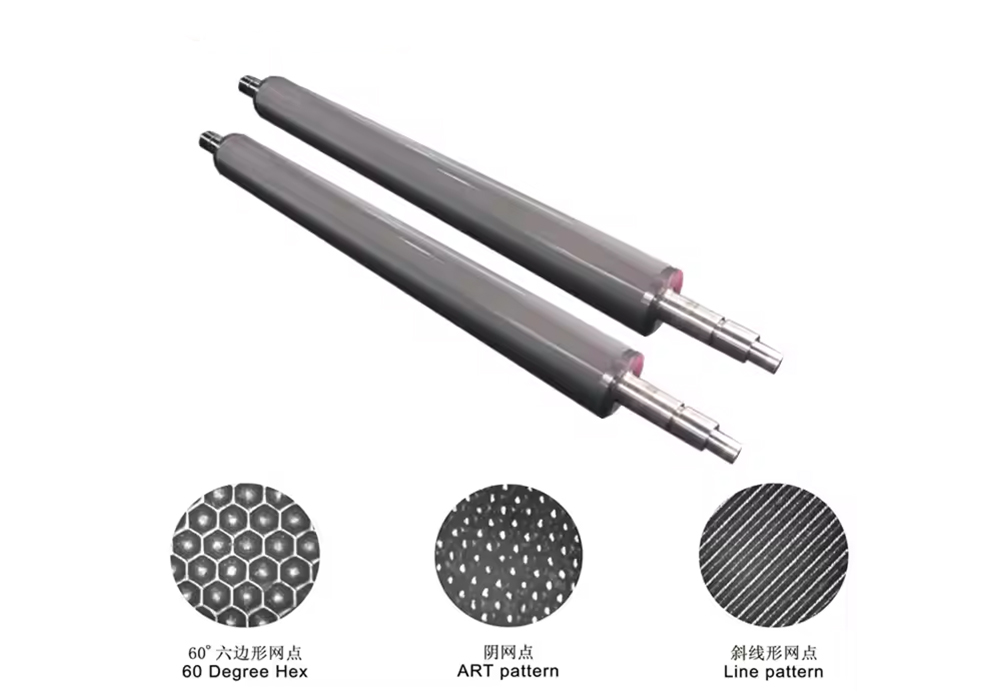
3. Plaadi ja aniloksrulli ühilduvuse kalibreerimine
Plaadi omadused – näiteks paksus, kõvadus ja graveerimise täpsus – mõjutavad otseselt registreerimistulemusi. Kõrge eraldusvõimega plaatide kasutamine aitab kontrollida punktide arvu ja parandada stabiilsust. Aniloksrulli joonte arv tuleb samuti hoolikalt plaadiga sobitada: liiga suur joonte arv võib vähendada tindi hulka, samas kui liiga väike joonte arv võib põhjustada liigset tinti ja määrimist, mis mõlemad võivad kaudselt mõjutada registreerimisjoondust.
Soovitus:Aniloksrulli joonte arvu on sobivam kontrollida 100–1000 LPI juures. Kontrollige, et plaadi kõvadus püsiks kõigis seadmetes ühtlane, et vältida nende kõikumiste võimendumist.
4. Reguleerige trükirõhku ja tindisüsteemi
Kui trükirõhk on seatud liiga kõrgeks, võivad trükiplaadid deformeeruda ja see probleem on eriti levinud virntüüpi fleksotrükimasinate puhul, kus iga jaam rakendab rõhku eraldi. Seadke iga seadme rõhk eraldi ja kasutage ainult minimaalset rõhku, mis on vajalik puhta pildiülekande jaoks. Stabiilne tindi käitumine mängib olulist rolli ka registreerimiskontrollis. Kontrollige düüsi nurka ja hoidke tindi viskoossust õigena, et vältida ebaühtlast tindi jaotumist, mis võib põhjustada lokaalseid registreerimisnihkeid.
Soovitus:Nii virnatüüpi kui ka kiudoptilise fleksotrüki puhul suurendavad lühike tinditee ja kiire tindiülekanne tundlikkust kuivamisomaduste suhtes. Jälgige tootmise ajal kuivamiskiirust ja kasutage aeglustit, kui tint hakkab liiga kiiresti kuivama.
● Video tutvustus
5. Rakenda automaatse registreerimise ja hüvituse tööriistu
Mitmed tänapäevased fleksotrükimasinad sisaldavad automaatse registreerimise funktsioone, mis reguleerivad joondust reaalajas tootmise ajal. Kui joondamisprobleemid püsivad ka pärast käsitsi reguleerimist, vaadake üle varasemad tööandmed. Varasemate tootmisandmete tagasivaatamine võib paljastada korduvaid mustreid või ajastusega seotud kõrvalekaldeid, mis viitavad algpõhjusele, aidates teil teha täpsemaid ja tõhusamaid seadistusmuudatusi.
Soovitus:Pikka aega töötanud trükipresside puhul tasub aeg-ajalt teha kõigi trükiseadmete täielik lineaarse joonduse kontroll. See samm on eriti oluline virnatüüpi fleksopresside puhul, kuna iga jaam töötab iseseisvalt ja järjepidev joondus sõltub nende joondamise hoidmisest koordineeritud süsteemina.
Kokkuvõte
Olenemata sellest, kas tegemist on tsentraalse jäljendiga fleksotrükimasina või virnatüüpi fleksotrükimasinaga, on värviregistreerimise probleem tavaliselt tingitud mehaaniliste, materjali ja protsessi muutujate koosmõjust, mitte ühest tegurist. Usume, et süstemaatilise tõrkeotsingu ja hoolika kalibreerimise abil saate fleksotrükipressi kiiresti tootmist jätkata ja parandada seadmete pikaajalist stabiilsust.


Postituse aeg: 08.08.2025