
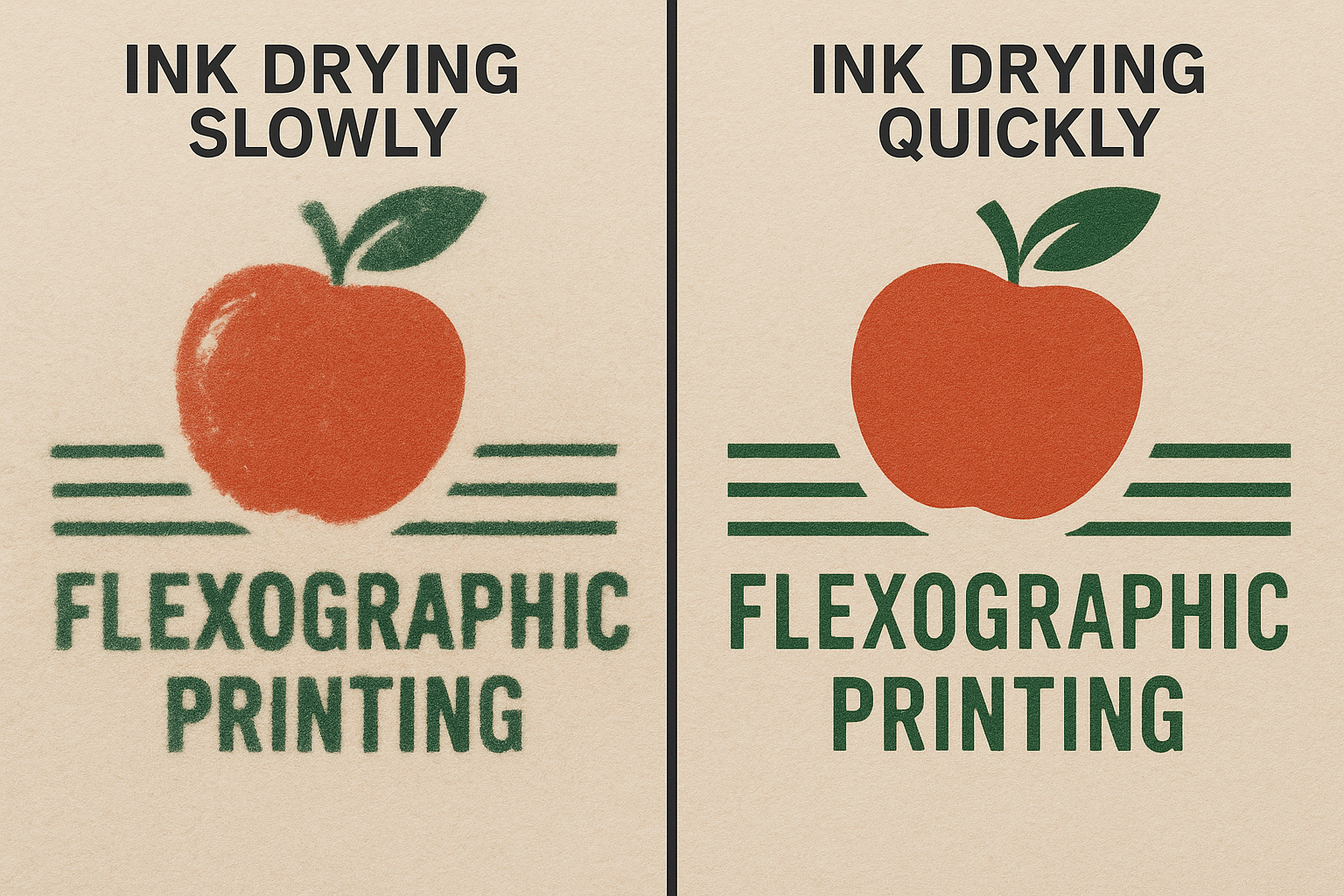
Fleksotrükimasinate puhul on trükifirmadele püsivaks probleemiks olnud aeglane tindi kuivamine, mis põhjustab määrdumist. See mitte ainult ei mõjuta trükikvaliteeti ja suurendab jäätmeid, vaid vähendab ka tootmise efektiivsust ja võib isegi tarnegraafikuid edasi lükata. Kuidas saab seda probleemi tõhusalt lahendada? Pakume terviklikku lahendust, mis hõlmab tindi valikut, protsesside optimeerimist, seadmete uuendamist ja keskkonnakontrolli, et aidata teil määrdumist vältida ja saavutada stabiilset ja suure tõhususega trükitootmist.
Fleksotrükimasinate puhul on trükifirmadele püsivaks probleemiks olnud aeglane tindi kuivamine, mis põhjustab määrdumist. See mitte ainult ei mõjuta trükikvaliteeti ja suurendab jäätmeid, vaid vähendab ka tootmise efektiivsust ja võib isegi tarnegraafikuid edasi lükata. Kuidas saab seda probleemi tõhusalt lahendada? Pakume terviklikku lahendust, mis hõlmab tindi valikut, protsesside optimeerimist, seadmete uuendamist ja keskkonnakontrolli, et aidata teil määrdumist vältida ja saavutada stabiilset ja suure tõhususega trükitootmist.
● Tindi valik ja valemi optimeerimine – kuivamisprobleemide lahendamine algpõhjuse juures
Fleksotrükimasinate puhul on kuivamisprobleemide lahendamisel kriitilise tähtsusega tindi valik ja koostis. Soovitame kiiresti kuivavaid tinte, näiteks lahustipõhiseid tinte suure lenduvusega koostisega või veepõhiseid tinte kuivamiskiirenditega. Maksimaalse kuivamiskiiruse saavutamiseks on parim valik UV-tindid koos ultraviolettkõvenemissüsteemidega. Lahustite suhtarvude reguleerimine – näiteks etanooli või etüülatsetaadi sisalduse suurendamine – võib parandada kuivamistulemusi, säilitades samal ajal tindi stabiilsuse. Lisaks tagab optimaalsed tulemused õigete kuivatuslisandite valimine (nt koobalt/mangaan kuivatid oksüdatiivsete kuivamisvärvide jaoks või spetsiaalsed penetrandid imavate pindade jaoks).
● Kuivatussüsteemi uuendused – efektiivsuse suurendamine
Fleksotrükimasinate kuivatussüsteemide jõudlus mõjutab otseselt tulemusi. Kontrollige kuivateid regulaarselt, et tagada õiged temperatuuriseaded (50–80 °C lahustivärvide puhul, veidi madalam veebaasil trükivärvide puhul) ja takistusteta õhuvool. Nõudlike rakenduste jaoks on lokaalse efektiivsuse saavutamiseks parem minna üle infrapunakuivatusele või kohese kuivatamise saavutamiseks UV-kuivatusele. Külma õhuga kuivatusseadmed on eriti kasulikud mitteimavate kilede puhul, et vältida värvi uuesti märgumist.


● Trükiprotsessi optimeerimine – tootmisparameetrite kohandamine
Fleksotrükimasinate puhul parandab tootmisparameetrite optimeerimine oluliselt kuivamise efektiivsust. Trükikiiruse kontrollimine on ülioluline – liigne kiirus takistab tindi korralikku kuivamist enne järgmist trükijaama. Reguleerige kiirust vastavalt tindi omadustele ja kuivati mahutavusele. Tindikihi paksuse reguleerimine õige aniloksrulli valiku ja tindi koguse abil hoiab ära liigse tindi kogunemise. Mitmevärvitrüki puhul pikendab kuivamisaega jaamade vahekauguse suurendamine või jaamadevaheliste kuivatite lisamine.
● Keskkonna ja aluspinna kohanemine – olulised välistegurid
Fleksotrükikojas mõjutavad keskkonnatingimused kuivamist oluliselt. Hoidke tootmispõranda temperatuuri 20–25 °C ja õhuniiskust 50–60%. Niisketel aastaaegadel kasutage õhukuivateid. Aluspinna eeltöötlus (nt PE/PET-kilede koroonatöötlus) parandab tindi nakkumist ja vähendab kuivamisdefekte.
Koroonaviiruse ravi

Niiskuse kontroll
Lõpuks tagab pikaajaline stabiilsuse kindel hooldusplaan. Puhastage regulaarselt kuivati düüse ja kütteelemente, kontrollige aniloksrullikute kulumist ja kasutage prindikvaliteedi jälgimiseks kuivpingetestereid – need on olulised sammud kuivamisega seotud probleemide ennetamisel.




Postituse aeg: 29. mai 2025